Pemilihan Bahan untuk Kelengkapan Kimpalan Punggung Memilih bahan yang betul adalah langkah pertama dalam memilih...
Rumah / Berita / Berita Industri / Apakah Butt Weld Equal Tees dan Bagaimana Ia Digunakan dalam Paip?
Apakah Butt Weld Equal Tees dan Bagaimana Ia Digunakan dalam Paip?

Dalam sistem perpaipan industri, kebolehpercayaan setiap pemasangan menentukan integriti keseluruhan rangkaian. Antara komponen yang paling penting ialah tee sama kimpalan punggung — pemasangan paip yang membolehkan aliran dipecah atau dicantum pada cawangan 90 darjah sambil mengekalkan diameter yang sama di ketiga-tiga alur keluar. Sama ada anda mereka bentuk loji proses, kemudahan rawatan air atau saluran paip minyak dan gas, memahami tee sama kimpalan punggung adalah asas untuk membuat keputusan kejuruteraan yang betul.
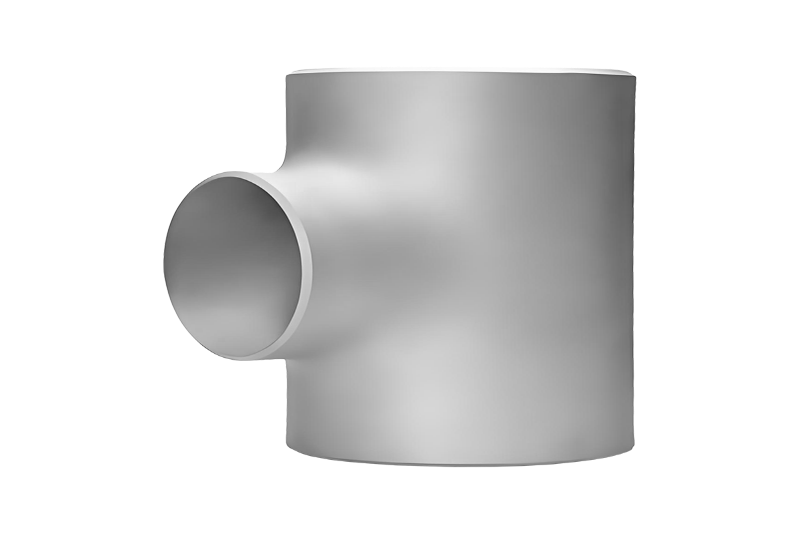
Apakah Tee Sama Kimpalan Punggung?
A kimpalan punggung tee sama , juga biasanya dirujuk sebagai tee lurus atau pemasangan tee sama, ialah pemasangan paip berbentuk T di mana ketiga-tiga port sambungan berkongsi saiz paip nominal (NPS) yang sama. Ia direka bentuk untuk disambungkan ke paip bersebelahan melalui kimpalan punggung — satu proses di mana hujung paip dijajarkan secara bersemuka dan dicantum bersama menggunakan haba. Kaedah ini menghasilkan sambungan kekal, kalis bocor dengan integriti struktur yang setanding dengan paip itu sendiri.
Penamaan "sama" bermaksud paip larian dan paip cawangan mempunyai diameter yang sama. Ini berbeza dengan tee pengurangan, di mana alur keluar cawangan lebih kecil daripada larian. Tee yang sama diutamakan apabila pengagihan aliran seragam diperlukan dalam semua arah dari satu titik simpang.
Bagaimanakah Kimpalan Punggung Berfungsi untuk Kelengkapan Tee?
Kimpalan punggung adalah salah satu kaedah yang paling baik dari segi struktur untuk menyambung komponen paip. Proses ini melibatkan penyediaan hujung paip dan hujung pemasangan dengan sudut serong tertentu — biasanya antara 30° dan 37.5° — untuk mencipta alur yang membolehkan bahan pengisi kimpalan menembusi secara mendalam dan membentuk kimpalan penembusan penuh. Apabila dilaksanakan dengan betul, sambungan kimpalan mencapai kecekapan hampir 100%, bermakna ia boleh mengekalkan penarafan tekanan yang sama seperti bahan asas.
Untuk tee yang sama kimpalan punggung, tiga kimpalan punggung yang berasingan diperlukan — dua pada hujung larian dan satu pada alur keluar. Kualiti setiap kimpalan adalah kritikal. Dalam aplikasi tekanan tinggi atau suhu tinggi, ujian tidak merosakkan (NDT) seperti ujian radiografik (RT) atau ujian ultrasonik (UT) dilakukan selepas kimpalan untuk mengesahkan integriti setiap sambungan.

Bahan Biasa Digunakan untuk Tee Sama Kimpalan Punggung
Tee sama kimpalan punggung dihasilkan dalam pelbagai jenis bahan untuk disesuaikan dengan persekitaran perkhidmatan yang berbeza. Pemilihan bahan secara langsung memberi kesan kepada rintangan kakisan pemasangan, toleransi suhu dan kekuatan mekanikal. Di bawah adalah bahan yang paling biasa digunakan:
- Keluli Karbon (ASTM A234 WPB): Bahan yang paling banyak digunakan untuk paip tujuan umum. Ia menawarkan kekuatan yang baik pada kos sederhana dan sesuai untuk suhu dari -29°C hingga 427°C.
- Keluli Tahan Karat (ASTM A403 WP304/316): Diutamakan dalam persekitaran yang menghakis seperti pemprosesan kimia, makanan dan minuman, dan aplikasi marin. Gred 316 menawarkan ketahanan yang unggul terhadap kakisan yang disebabkan oleh klorida.
- Keluli Aloi (ASTM A234 WP11/WP22): Digunakan dalam sistem suhu tinggi, tekanan tinggi seperti dandang kuasa dan penapisan. Aloi kromium-molibdenum memberikan rintangan rayapan yang dipertingkatkan.
- Keluli Tahan Karat Dupleks dan Super Dupleks: Dipilih untuk aplikasi luar pesisir dan dasar laut di mana kedua-dua kekuatan dan rintangan kakisan adalah kritikal.
- Aloi Nikel (Inconel, Monel, Hastelloy): Digunakan dalam persekitaran melampau yang melibatkan bahan kimia yang agresif, suhu yang sangat tinggi atau keadaan kriogenik.
Piawaian dan Spesifikasi Dimensi Utama
Tee sama kimpalan punggung mesti mematuhi piawaian dimensi dan bahan yang diiktiraf di peringkat antarabangsa untuk memastikan keserasian merentas sistem paip. Pasukan perolehan dan kejuruteraan mesti sentiasa mengesahkan bahawa kelengkapan memenuhi spesifikasi yang berkenaan sebelum pemasangan.
| Standard | Skop |
| ASME B16.9 | Kelengkapan kimpalan punggung tempa buatan kilang (dimensi dan toleransi) |
| ASME B16.28 | Siku jejari pendek dan kembali (dirujuk bersama B16.9) |
| ASTM A234 | Kelengkapan paip keluli karbon dan aloi untuk suhu sederhana dan tinggi |
| ASTM A403 | Kelengkapan paip keluli tahan karat austenit tempa |
| MSS SP-75 | Kelengkapan kimpalan punggung tempa ujian tinggi untuk perkhidmatan tekanan tinggi |
| EN 10253 | Piawaian Eropah untuk kelengkapan paip kimpalan punggung |
Jadual ketebalan dinding (Sch 10, Sch 40, Sch 80, Sch 160, XXS) menentukan keupayaan tekanan pemasangan. Jadual mesti sepadan dengan paip penyambung untuk memastikan gerek dalaman siram dan penyediaan kimpalan yang betul.
Kaedah Pengilangan: Bagaimana Tee Sama Dihasilkan?
Kaedah pengeluaran mempengaruhi sifat mekanikal, kemasan permukaan, dan ketepatan dimensi pemasangan. Dua pendekatan pembuatan utama ialah:
Pembentukan Panas (Kaedah Penyemperitan)
Ini adalah proses pembuatan yang paling biasa untuk tee berdiameter lebih besar. Paip atau plat yang telah dibentuk sebelumnya dipanaskan dan kemudian ditekan secara hidraulik ke dalam dadu untuk membentuk bentuk tee. Cawangan tersemperit keluar dari larian utama. Kaedah ini menghasilkan pemasangan lancar atau hampir lancar dengan struktur bijian yang sangat baik dan ketebalan dinding yang seragam, menjadikannya sangat sesuai untuk aplikasi kritikal tekanan.
Pembentukan Sejuk
Digunakan terutamanya untuk tee berdiameter lebih kecil (biasanya di bawah DN 50), pembentukan sejuk melibatkan penekanan bahan pada suhu bilik. Kaedah ini memberikan toleransi dimensi yang ketat dan kemasan permukaan yang bersih, tetapi mungkin menimbulkan tegasan baki dalam bahan. Rawatan haba selepas pembentukan sering digunakan untuk melegakan tekanan ini, terutamanya untuk gred keluli tahan karat.
Aplikasi Merentasi Industri
Tee sama kimpalan punggung ialah pemasangan universal yang terdapat di hampir setiap sektor yang menggunakan paip bertekanan. Reka bentuk serba boleh dan sambungan dikimpal yang kuat menjadikannya terpakai dalam keadaan yang mencabar di mana jenis sambungan lain mungkin gagal.
- Minyak dan Gas: Digunakan secara meluas dalam saluran paip hulu, tengah dan hiliran untuk mengalirkan cawangan ke pemisah, penukar haba dan tangki simpanan.
- Pemprosesan Petrokimia dan Kimia: Diperlukan pada saluran suapan reaktor, lajur penyulingan dan sistem dos kimia yang prestasi bebas kebocoran adalah wajib.
- Penjanaan Kuasa: Ditemui dalam sistem pengagihan wap, saluran air suapan dandang, dan litar air penyejuk dalam kedua-dua loji kuasa konvensional dan nuklear.
- Rawatan Air dan Air Kumbahan: Digunakan dalam pengepala pengedaran dan kerja paip proses di mana rintangan kakisan dan hayat perkhidmatan yang panjang adalah keutamaan.
- Farmaseutikal dan Pemprosesan Makanan: Keluli tahan karat gred higienis sama tee dengan lubang dalaman yang licin dan kemasan elektropolis menghalang pertumbuhan bakteria dan memastikan ketulenan produk.
- Pembinaan Kapal dan Platform Luar Pesisir: Tee keluli dupleks gred marin digunakan dalam sistem penyejukan dan balast air laut di atas kapal dan struktur luar pesisir.
Amalan Terbaik Pemasangan untuk Kimpalan Punggung Equal Tees
Pemasangan yang betul adalah sama pentingnya dengan pemilihan bahan. Pemasangan berkualiti tinggi boleh terjejas oleh teknik kimpalan yang lemah, penyediaan yang tidak mencukupi, atau penjajaran yang tidak betul. Amalan terbaik berikut membantu memastikan pemasangan yang boleh dipercayai dan tahan lama:
Penyediaan Hujung Paip
Semua hujung paip dan hujung pemasangan mestilah bersih, bebas daripada karat, skala kilang, cat, minyak atau lembapan sebelum dikimpal. Sudut serong mesti sepadan dengan penyediaan hujung pemasangan — biasanya 30° untuk kelengkapan mematuhi ASME B16.9. Gunakan alat serong mekanikal atau pemotongan plasma dengan pengisaran untuk mencapai kelebihan yang tepat. Serong yang tidak sejajar meningkatkan risiko pencairan yang tidak lengkap dan kecacatan kimpalan.
Fit-Up dan Penjajaran
Tack weld pemasangan dalam sekurang-kurangnya tiga kedudukan yang sama jarak sebelum melengkapkan laluan akar. Pastikan lubang dalaman disiram untuk mengelakkan pergolakan, hakisan, atau kakisan celah pada sambungan. Gunakan pengapit penjajaran paip atau alat muat untuk mengekalkan konsentriksi sepanjang proses kimpalan. Penyelewengan — walaupun beberapa milimeter — boleh mewujudkan titik tumpuan tekanan yang mengurangkan hayat keletihan.
Rawatan Haba Pra-Haba dan Selepas Kimpalan (PWHT)
Bergantung pada bahan dan ketebalan dinding, prapemanasan mungkin diperlukan untuk mengelakkan keretakan hidrogen. Paip keluli karbon dengan ketebalan dinding melebihi 25mm biasanya memerlukan pra-panas sekurang-kurangnya 150°C. Selepas kimpalan, PWHT mungkin diberi mandat oleh kod yang berkenaan (ASME B31.3, EN 13480) untuk melegakan tegasan baki, terutamanya dalam keluli aloi dan pemasangan keluli karbon dinding tebal.
Pemeriksaan Selepas Pemasangan
Selepas mengimpal, setiap sambungan hendaklah diperiksa secara visual, diikuti dengan NDT yang sesuai dengan kelas perkhidmatan. Untuk perkhidmatan kritikal (Kelas 1 setiap ASME B31.3), 100% ujian radiografi atau ultrasonik bagi setiap kimpalan adalah standard. Ujian tekanan hidrostatik atau pneumatik bagi pemasangan yang telah siap mengesahkan kekejangan sistem sebelum pentauliahan.
Membandingkan Butt Weld Equal Tees dengan Kaedah Cantuman Tee Lain
Tidak semua kelengkapan tee menggunakan kimpalan punggung. Memahami cara kaedah ini dibandingkan dengan alternatif membantu jurutera memilih penyelesaian yang betul untuk setiap konteks aplikasi.
| Jenis Sambungan | Penilaian Tekanan | Pembongkaran | Kes Penggunaan Terbaik |
| Butt Weld | Tertinggi | Tidak (kekal) | Sistem tekanan tinggi, suhu tinggi |
| Berbenang (NPT) | Rendah hingga sederhana | ya | Lubang kecil, talian utiliti tekanan rendah |
| Kimpalan Soket | Sederhana hingga tinggi | Tidak | Lubang kecil, paip tekanan tinggi (≤DN 50) |
| Bebibir | tinggi | ya | Di mana penyelenggaraan atau pengalihan yang kerap diperlukan |
Tee yang sama kimpalan punggung menonjol kerana keupayaannya untuk mengendalikan keadaan perkhidmatan yang paling mencabar sambil memastikan sistem tertutup sepenuhnya tanpa gasket, pengedap atau benang yang boleh merosot dari semasa ke semasa.
Memilih Tee Sama Kimpalan Punggung yang Tepat untuk Projek Anda
Memilih tee sama yang betul melibatkan lebih daripada sekadar memadankan diameter paip. Jurutera mesti mempertimbangkan beberapa parameter teknikal secara serentak untuk memastikan pemasangan berfungsi dengan pasti sepanjang hayat perkhidmatan yang dimaksudkan.
- Saiz Paip Nominal (NPS) dan Jadual: Mesti sepadan dengan paip yang disambungkan untuk memastikan kesinambungan struktur dan jurang kimpalan yang betul.
- Tekanan dan Suhu Reka Bentuk: Bahan rujukan silang tegasan yang dibenarkan daripada ASME Bahagian II Bahagian D terhadap keadaan operasi maksimum sistem.
- Keserasian Bendalir: Sahkan bahawa bahan pemasangan adalah serasi secara kimia dengan cecair proses, termasuk bahan cemar surih dan agen pembersih.
- Keadaan Rawatan Haba: Nyatakan keadaan ternormal, sepuhlindapan atau penyelesaian sepuhlindapan seperti yang diperlukan oleh piawaian bahan yang berkenaan.
- Pemeriksaan dan Pensijilan Pihak Ketiga: Untuk perkhidmatan kritikal, perlukan laporan ujian material (MTR), pengenalan bahan positif (PMI) dan pensijilan pihak ketiga daripada badan seperti Lloyd's, Bureau Veritas atau DNV.
Melaburkan masa dalam spesifikasi yang betul terlebih dahulu menghalang kegagalan yang mahal, penutupan tidak dirancang dan insiden keselamatan. Tee yang sama kimpalan punggung, apabila dinyatakan, dibuat dan dipasang dengan betul, akan memberikan perkhidmatan yang boleh dipercayai selama berdekad-dekad walaupun dalam persekitaran industri yang paling mencabar.
Berita Terkini
Berita Dan Blog
Kekal Maklum Mengenai Peristiwa Terbaharu Kami


